При какой температуре паять полипропиленовые трубы
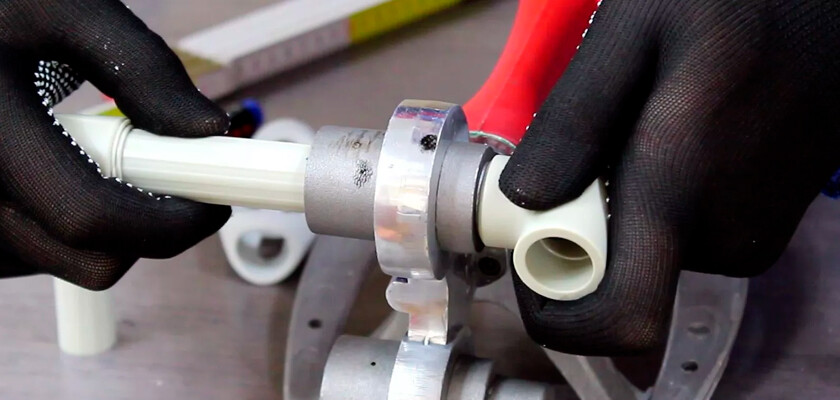
Раструбная сварка (пайка) — основной метод монтажа трубопроводов из полипропилена PP-R в системах водоснабжения и отопления. Суть процесса в том, что наружная поверхность трубы и внутренняя поверхность фитинга одновременно нагреваются на тефлоновых насадках сварочного аппарата до состояния пластичности, после чего детали соединяются вручную. При остывании полипропилен образует монолитный диффузионный шов, прочность которого не уступает прочности стенки самой трубы.




Качество этого шва напрямую зависит от трёх параметров: температуры нагревателя, времени нагрева и глубины ввода трубы в фитинг. Ошибка в любом из них — причина протечек, сужения проходного сечения или разрушения соединения при эксплуатации.
Какая температура считается правильной
Стандартная температура нагревателя (так называемого «утюга») при раструбной сварке полипропиленовых труб — 260 °C. Это значение является общепринятым для всех диаметров — от 20 до 90 мм и выше. Допустимый рабочий диапазон составляет 255–270 °C. Некоторые производители оборудования и труб в своих инструкциях указывают 270 °C для раструбной сварки PP-R.
Температура 260 °C не случайна. Полипропилен переходит в пластичное состояние при нагреве примерно до 130–140 °C, а при 170 °C начинает плавиться. Насадка сварочного аппарата нагревает только поверхностный слой детали на нужную глубину, а не прогревает стенку насквозь. Именно поэтому температура значительно выше точки плавления: при 260 °C поверхность трубы и фитинга размягчается за считаные секунды, но сердцевина стенки сохраняет жёсткость и форму.
От чего зависит температура пайки
Температура на нагревателе, как правило, не меняется — она фиксирована на 260 °C. Однако реальные условия сварки влияют на продолжительность нагрева, и вот от чего это зависит:
Диаметр и толщина стенки трубы. Чем больше диаметр, тем больше площадь контакта и масса прогреваемого материала. Труба 20 мм нагревается за 5 секунд, труба 63 мм — за 24 секунды. Толщина стенки также играет роль: толстостенные изделия (PN20, PN25) требуют чуть более длительного прогрева, чем тонкостенные (PN10).
Температура окружающей среды. При работе в прохладных условиях (+10…+15 °C) время нагрева увеличивается, поскольку детали быстрее отдают тепло. Согласно СП 40-101-96, контактную сварку полипропиленовых труб следует проводить при температуре окружающего воздуха не ниже 0 °C. Ряд производителей рекомендует нижний порог +5 °C. На практике при температуре ниже +5 °C время нагрева увеличивают примерно на 50%.
Тип армирования. Сам процесс нагрева одинаков для армированных и неармированных труб одного диаметра. Однако трубы с наружным армированием алюминиевой фольгой требуют предварительной зачистки — снятия фольги и верхнего слоя полипропилена на глубину пайки с помощью шейвера (торцевателя). Без этого этапа диффузия полимеров не произойдёт, и соединение будет ненадёжным. Трубы, армированные стекловолокном, зачистки не требуют.
Почему важно соблюдать правильную температуру
Недогрев (температура ниже 250 °C или сокращённое время нагрева). Поверхность трубы и фитинга не достигает состояния пластичности. Диффузия молекул полимера между деталями происходит недостаточно. Результат — непровар: шов выглядит нормально снаружи, но при нагрузке давлением или при температурном расширении трубы соединение разрушается.
Перегрев (температура выше 280 °C или передержка на насадке). Полипропилен становится чрезмерно текучим. При стыковке расплавленный материал выдавливается внутрь трубы, образуя наплыв (грат), который сужает проходное сечение. В худших случаях деталь теряет геометрию и её невозможно корректно вставить в фитинг. Помимо этого, перегрев ускоряет термическую деструкцию полимера, что снижает долговечность соединения.


Нормативные документы и стандарты
В России и странах СНГ прямого ГОСТа, который задавал бы температуру и время раструбной сварки именно полипропилена, на момент публикации не существует. Режимы пайки регламентируются совокупностью нормативных документов и технических рекомендаций производителей:
СП 40-101-96 «Проектирование и монтаж трубопроводов из полипропилена "Рандом сополимер"». Свод правил устанавливает общие требования к монтажу PP-R трубопроводов: минимальная температура окружающей среды при сварке не ниже 0 °C, критерии визуального контроля сварных соединений (наличие сплошного валика оплавленного материала у кромки раструба, отсутствие трещин и складок, отклонение осей не более 5°).
ГОСТ 32415-2013 «Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления». Стандарт определяет технические требования к самим трубам и фитингам из PP-R, их размерный ряд и условия эксплуатации, но не детализирует режимы сварки.
ГОСТ ISO 1167-1-2013 — стандарт испытаний сварных соединений термопластовых труб на стойкость при постоянном внутреннем давлении. Применяется для проверки качества выполненных соединений.
На практике конкретные значения времени нагрева и глубины ввода трубы берутся из технической документации производителя труб и аппарата для сварки. Эти данные основаны на нормах DVS и подтверждены сертификационными испытаниями.
Таблица режимов раструбной сварки полипропиленовых труб
Температура нагревателя — 260 °C. Данные приведены для температуры окружающей среды около +20 °C.
| Наружный диаметр трубы, мм | Глубина сварки (ввод в фитинг), мм | Время нагрева на насадке, сек | Время соединения (стыковки), сек | Время охлаждения, сек |
|---|---|---|---|---|
| 20 | 14 | 5 | 4 | 120 |
| 25 | 15 | 7 | 4 | 120 |
| 32 | 16 | 8 | 6 | 220 |
| 40 | 18 | 12 | 6 | 240 |
| 50 | 20 | 18 | 6 | 250 |
| 63 | 24 | 24 | 8 | 360 |
| 75 | 26 | 30 | 8 | 360 |
| 90 | 28 | 40 | 8 | 360 |
При температуре окружающей среды +10…+15 °C время нагрева рекомендуется увеличивать на 1–2 секунды для малых диаметров и на 3–8 секунд для диаметров от 50 мм. Время соединения остаётся прежним, а время охлаждения может быть несколько сокращено из-за более интенсивной теплоотдачи.
Что означают столбцы таблицы
Глубина сварки — расстояние, на которое труба вводится в фитинг (и, соответственно, в насадку паяльника при нагреве). Перед пайкой это расстояние отмечается карандашом или маркером от торца трубы. Если труба вводится недостаточно глубоко — площадь контакта мала и соединение будет слабым. Если слишком глубоко — расплавленный материал выдавливается внутрь, уменьшая сечение.
Время нагрева — сколько секунд трубу и фитинг необходимо удерживать на насадке паяльника. Это самый критичный параметр. Отсчёт начинается с момента, когда труба и фитинг полностью посажены на насадку до упора (до метки).
Время соединения (технологическая пауза) — максимально допустимое время от снятия деталей с насадки до момента их стыковки. За эти секунды нужно снять трубу и фитинг с паяльника и соединить их, вставив трубу в фитинг до метки ровно, без проворачивания. Если не уложиться — поверхность начнёт остывать и качество диффузионного шва пострадает.
Время охлаждения — период, в течение которого соединение должно оставаться неподвижным. Нагружать стык давлением, двигать или деформировать его до полного охлаждения нельзя. Полная прочность шва достигается после полного остывания.
Практические рекомендации
Прогрев аппарата. После включения сварочный аппарат должен прогреться 10–15 минут до стабилизации температуры. Большинство моделей оснащены индикатором: зелёный светодиод или погасание контрольной лампы сигнализирует о готовности. Перед первой пайкой рекомендуется выждать ещё 3–5 минут после срабатывания индикатора — температура по поверхности насадки должна выровняться.
Не изменяйте температуру на регуляторе. Опытные монтажники рекомендуют выставить 260 °C один раз и далее корректировать процесс только временем нагрева. Попытки компенсировать холодное помещение увеличением температуры до 280–300 °C приводят к перегреву поверхности при неравномерном прогреве стенки.
Одновременная посадка. Трубу и фитинг следует надевать на насадки одновременно. Если надеть одну деталь раньше другой, она будет нагреваться дольше и перегреется.
Не проворачивайте детали при стыковке. После снятия с насадки трубу вводят в фитинг ровным прямолинейным движением. Допускается лёгкая корректировка оси в первые 1–2 секунды. Вращение деталей относительно друг друга при стыковке нарушает формирующийся диффузионный шов.
Очистка насадок. После каждого стыка на тефлоновом покрытии насадки могут оставаться частицы полипропилена. Их нужно удалять сразу, пока насадка горячая, с помощью грубой ткани (брезент, войлок). Нельзя чистить остывшие насадки металлическими предметами — это повреждает тефлоновый слой.
Пробная пайка. Перед началом монтажа рекомендуется выполнить пробное соединение на обрезках трубы того же диаметра и марки. Это позволяет убедиться в корректности настроек аппарата и отработать движения.
Типичные ошибки и их последствия
Грязные или влажные поверхности. Пыль, масло или капли воды на свариваемых поверхностях препятствуют диффузии полимера. Перед пайкой торцы трубы и внутреннюю поверхность фитинга необходимо очистить и обезжирить (изопропиловый спирт, специальные салфетки).
Отсутствие зачистки армированных труб. Алюминиевая фольга между слоями полипропилена не сваривается с PP-R. Если не снять наружный слой шейвером, контакт полимера с полимером не произойдёт, и соединение расслоится.
Неровный рез. Труба, отрезанная под углом, неравномерно прилегает к насадке — одна сторона нагревается больше, другая меньше. Для ровного перпендикулярного среза используются специальные ножницы (труборезы) для полипропилена.
Работа на холоде без коррекции времени. При температуре ниже +5 °C стандартное время нагрева недостаточно. Детали остывают быстрее, и расплавленный слой полимера затвердевает до того, как произойдёт полноценная диффузия. Место сварки при работе на улице необходимо защищать от ветра и осадков.




Нагрузка на стык до полного остывания. Перемещение, изгиб или нагрузка давлением на соединение, которое ещё не остыло, деформирует шов и снижает его прочность. Гидравлические испытания системы допускается проводить не ранее чем через 16 часов после сварки последнего стыка (требование СП 40-101-96).
Итог
Температура нагревателя для раструбной сварки полипропиленовых труб PP-R — 260 °C. Это значение одинаково для всех диаметров и типов труб (PN10, PN16, PN20, PN25). Различается только время нагрева: от 5 секунд для трубы 20 мм до 40 секунд для трубы 90 мм. Режим пайки определяется по таблице производителя с учётом температуры окружающей среды. Нормативная база — СП 40-101-96, ГОСТ 32415-2013. Соблюдение этих параметров — единственная гарантия герметичного и долговечного соединения.


